
Droplet Impact Modeling
Introduction
Thermal sprayed coatings are formed from an accumulation of individual molten and partially molten particles which impact onto a surface and solidify. A quantitative description of particle impact, as a function of particle size, impact velocity, material composition and liquid fraction, as well as of parameters describing the surface, is thus key to developing better models of coating formation. Unfortunately, the characteristic size and impact velocity of thermal spray particles makes in situ diagnostics difficult. Instead, numerical models have been developed to simulate the impact of thermal spray particles. The models are validated by comparing results with experimental data obtained from the impact of larger water and tin droplets. An example of such a simulation, of the impact of a molten tin droplet onto a heated surface, is pictured to the right. Once validated, the models are then used to study the impact of thermal spray particles.
Methodology
Both a 2D axisymmetric and a 3D droplet impact model have been developed. Both models are Eulerian fixed-grid codes utilizing a volume tracking technique to follow the droplet surface during impact. By assuming that the influence of the gas phase during impact is negligible, the models solve the Navier-Stokes equations for fluid velocity and pressure only within the liquid phase. Convective, viscous and surface tension effects are accounted for. The 2D axisymmetric model is based on the SOLA-VOF algorithm, and includes a solidification model based on the enthalpy method. The 3D model is loosely based on the 2D RIPPLE algorithm, but to date is a fluids-only code. A solidification model is to be incorporated soon.
2D axisymmetric model
Capillary effects during droplet impact.
In the first study, the spreading of a 2 mm water droplet impacting with a velocity of 1 m/s onto a flat solid surface was studied both numerically and experimentally. Surface tension was varied in experiments by adding traces of a surfactant to water. Droplet impact was photographed, and liquid-solid contact diameter and contact angles measured from photographs. The numerical model was used to model droplet deformation during impact, with measured values of the contact angle imposed as a boundary condition on the numerical model.
Impacting droplets spread on the surface until liquid surface tension and viscosity overcome inertial forces, and fluid recoils back off of the surface. Decreasing surface tension (by increasing surfactant concentration) increased maximum spread diameter and reduced recoil height. A comparison of computer generated images with photographs shows that the numerical analysis accurately predicted droplet shape during deformation. Short video clips illustrate each of the impacts.
Pure water droplet
100 ppm surfactant concentration
1000 ppm surfactant concentration
Droplet impact and solidification.
The impact of a droplet onto a cold substrate in a thermal spray process was considered in a second study. The complete numerical solution included droplet deformation, simultaneous solidification and heat transfer to the substrate. To validate the model, numerical results were compared with experimental measurements for tin droplets (2.1 mm diameter) impacting with a velocity of 1.6 m/s onto a stainless steel substrate. Computer generated images and corresponding photographs are presented for initial substrate temperatures of 25°C and 150°C.

Computer generated images and photographs of the impact of tin droplets (diameter 2.1 mm, impact velocity 1.6 m/s) on a stainless steel surface initially at 25C.
Computer generated images and photographs of the impact of tin droplets (diameter 2.1 mm, impact velocity 1.6 m/s) on a stainless steel surface initially at 150C.
The numerical results for velocity and temperature distributions, and solidification front position are presented for the same cases: 25°C and 150°C.
The solidified layer is thickest at the center of the splat, which first contacts the surface, and along its edge, which is nearest to the surrounding cold plate. The heat flux from the droplet to the substrate increases with radial distance from the center. The value of contact resistance between the tin droplet and stainless steel substrate was estimated by matching numerical predictions of substrate temperature with experimental measurements: 25°C and 150°C.
Reasonably accurate simulations of droplet impact dynamics were obtained using a constant value of contact resistance equal to 5x10-6 m2K/W. However, predictions of the maximum splat diameter were sensitive to the value assumed. Therefore, accurate information regarding thermal contact resistance during the early stages of droplet impact is required to model droplet impact and solidification.
For typical RF and DC plasma spray processes simulations were run of alumina droplets 50 µm in diameter at 500°C above the melting point temperature impacting a stainless steel substrate initially at 227°C (500 K). The droplet impact velocity was assumed to be 50 m/s and 200 m/s for RF and DC plasma sprays, respectively. Impact sequences of the numerical results are presented (RF, DC), as well as calculated velocity and temperature distributions inside the droplets (RF, DC).
Calculated velocity and temperature distributions inside a tin droplet (diameter 2.1 mm, impact velocity 1.6 m/s) impacting a stainless steel surface initially at 25C
Calculated velocity and temperature distributions inside a tin droplet (diameter 2.1 mm, impact velocity 1.6 m/s) impacting a stainless steel surface initially at 150C
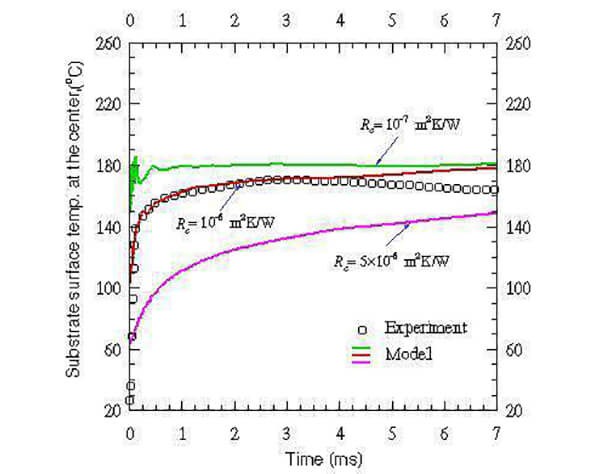
Substrate surface temperature variation during the impact of a molten tin droplet (diameter 2.1mm, impact velocity 1.6m/s) on a stainless steel surface initially at 25C
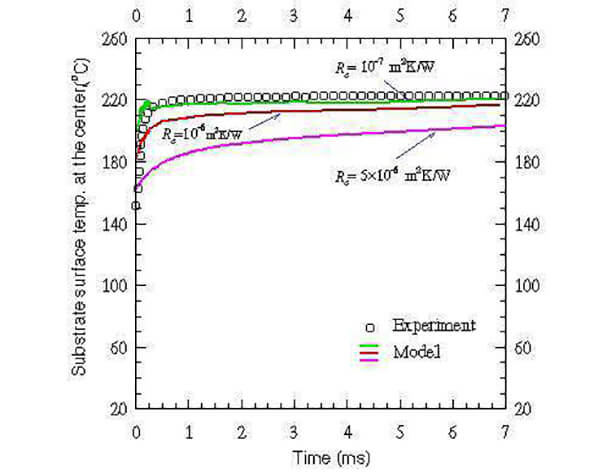
Substrate surface temperature variation during the impact of a molten tin droplet (diameter 2.1mm, impact velocity 1.6m/s) on a stainless steel surface initially at 150C
Calculated velocity and temperature distributions inside an alumina droplet impacting a cold surface for a typical RF plasma spray process (droplet diameter 50 µm, impact velocity 50 m/s)
Calculated velocity and temperature distributions inside an alumina droplet impacting a cold surface for a typical DC plasma spray process (droplet diameter 50 µm, impact velocity 200 m/s)
Finally, short video clips illustrate the impact of a 100 µm diameter alumina droplet at 20 m/s (low impact velocity) and 77 m/s (high impact velocity)
3D model
To complement the results of the 2D axisymmetric model, a 3D model has been developed to examine asymmetric aspects of droplet impact, including the oblique impact of droplets, and the phenomena of droplet fingering and splashing. When droplet impact is sufficiently vigorous. an instability forms at the fluid periphery soon after impact, leading to the formation of fingers (fingering). If the fingers grow long enough, they too become unstable, resulting in the detachment of so-called satellite droplets (splashing). To date, most of the 3D work has focused on comparing simulations with photographs taken of actual impacts, to validate our model. Two simulations were run of water droplet impact: onto a 45° incline (side view) (top view) and onto a sharp edge (side view) (top view).
As well, simulations were run of the impact of a molten tin droplet onto a heated stainless steel surface. Three impacts demonstrate markedly different behaviors which depend on the impact velocity: a relatively symmetric impact and rebound of fluid at 1 m/s, fingering without splashing at 2 m/s, and fingering and splashing at 3 m/s.
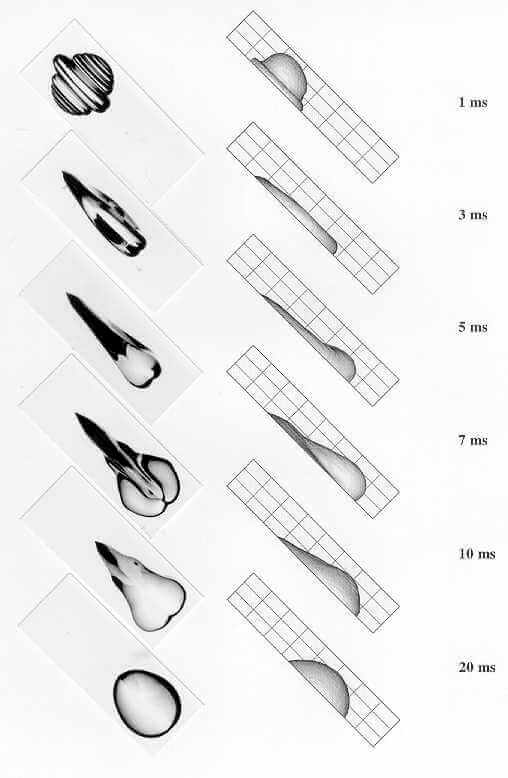
Photographs (left) and simulation results of a 2.0 mm water droplet impacting onto a stainless steel 45o incline at 1 m/s. Note that the photographs illustrate both the droplet and its reflection in the polished surface. Numbers indicate the time following the moment of impact.

Photographs (left) and simulation results of a 2.0 mm water droplet impacting onto a stainless steel 45o incline at 1 m/s. Numbers indicate the time following the moment of impact.
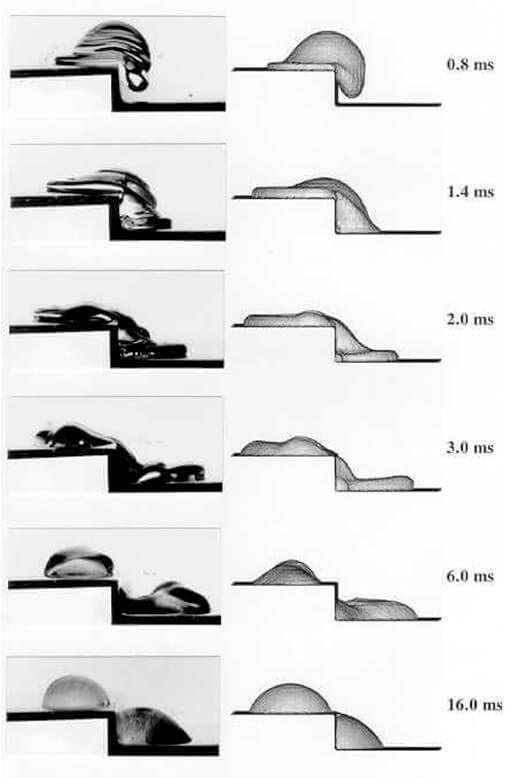
Photographs (left) and simulation results of a 2.0 mm water droplet impacting onto a stainless steel edge (height = 1mm) at 1.2 m/s. Numbers indicate the time following the moment of impact.
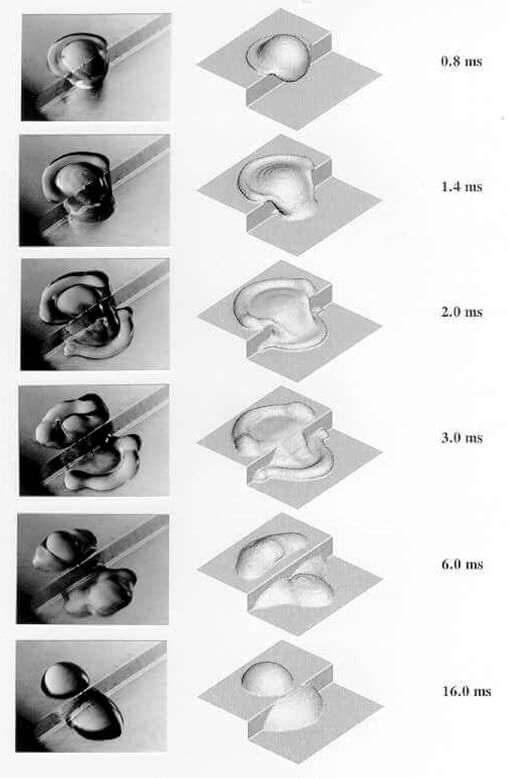
Photographs (left) and simulation results of a 2.0 mm water droplet impacting onto a stainless steel edge (height = 1mm) at 1.2 m/s. Numbers indicate the time following the moment of impact.
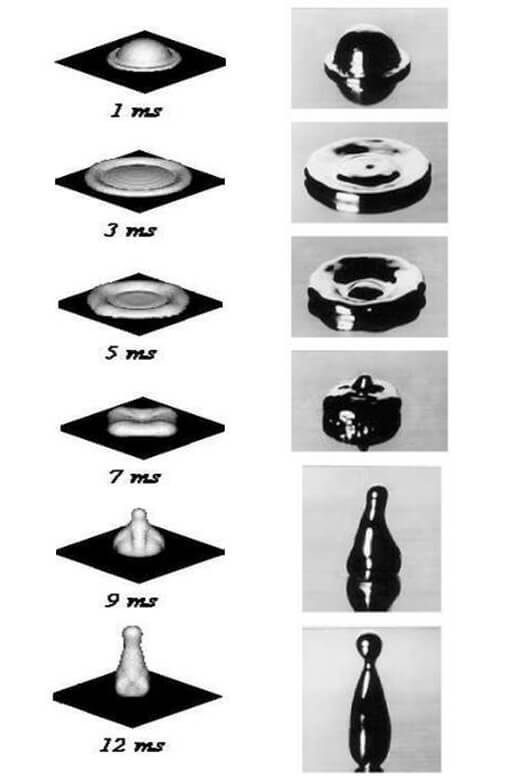
Simulation views and photographs of a molten 2.7 mm diameter tin droplet impacting onto a hot stainless steel surface at 1 m/s. Numbers indicate the time following the moment of impact.
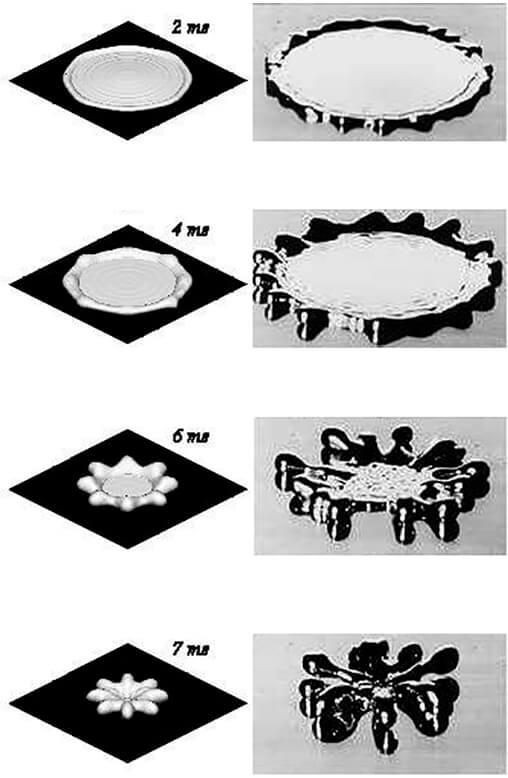
Simulation views and photographs of a molten 2.7 mm tin droplet impacting onto a hot stainless steel surface at 2 m/s. Numbers indicate the time following the moment of impact.
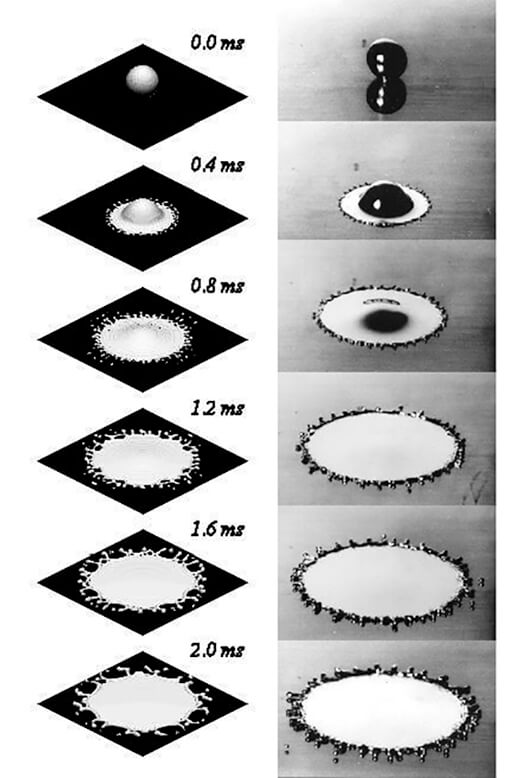
Simulation views and photographs of a molten 2.7 mm tin droplet impacting onto a hot stainless steel surface at 3 m/s. Numbers indicate the time following the moment of impact.
Thermal spray coatings are used extensively for a wide range of industrial applications. In an ideal thermal spray process, powders or wire feedstock are fed into a high velocity, high temperature gas jet generated by a oxy-fuel combustion or an electric arc (plasma). Feeding powders are melted and accelerated toward the substrate of mandrel mold. The in-flight particles have various temperature and velocity distributions upon impact. Finally, the droplets solidify after impacting the substrate. Solidification occurs at rates similar to those obtained in rapid solidification technology. Thus the as-sprayed deposit is ultra-fine grained. having the properties associated with such micro-structures. The materials which are sprayed include most metal alloys and ceramics. Thermal spray deposits can be used in wear and corrosion resistance applications and also in thermal barrier coating for high temperature oxidation resistance applications.
